1. Система управления
Компьютеризированная система управления: после ввода с сенсорного экрана порядка операций изготовления гофрокороба все осевые и окружные параметры секции подачи, секции флексографической печати и секции ротационной высечки линии будут настроены автоматически, обеспечивая точность и надежность работы станка без непосредственного вмешательства персонала, что способствует внедрению полной автоматизации и повышению эффективности производства.
2. Вакуумно-роликовая подача
- Вакуумно-роликовая подача обеспечивает точную подачу, снижение вибрации, длительный срок службы и простоту обслуживания;
- Высокая точность подачи и регулируемая толщина заготовки в диапазоне 1,5-10 мм;
- Возможность снижения общей механической вибрации во избежание вибрации кулачков передачи для снижения отклонений высоты заготовки во время вращения тянущих роликов;
- Левые/правые и задний ограничитель настраиваются с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления, а также выравнивания взаимно перпендикулярных сторон для обеспечения точности подачи.
- Установлены серво привода REXROT Германия
3. Подающий вал
- Установлена двойная система подающих валов для более стабильной подачи;
- Верхний подающий вал имеет стальную сердцевину, поверхность покрыта амортизирующим слоем износостойкой резиной. Система позиционирования из упругого материала обеспечивает равномерную и точную передачу для повышения точности приводки печатной формы. Нижний передаточный вал представляет собой стальной вал с накаткой, способный повысить трение и обеспечить точную подачу, что способствует повышению точности приводки печатной формы;
4. Автоматическая установка на ноль
- Секция подачи и секция флексографической печати имеют устройстваавтоматической установки на ноль;
- Использование устройства автоматической установки на ноль обеспечивает возможность унифицированной настройки всех узлов для регулирования правильного положения заготовки при минимальных отходах заготовок.
5. Узлы включения или выключения двигателя
- Движение секций осуществляется при помощи электродвигателя, при сопровождении звукового сигнала тревоги, что обеспечивает безопасность оператора;
- При нажатии кнопки останова, каждая секция может быть остановлена, при этом каждый узел может быть вновь запущен при раскрытии на достаточную величину;
- После пуска линии тормоз каждого из секции действует автоматически, обеспечивая зацепление передаточных механизмов узлов в необходимой точке, обеспечивая таким образом позиционирование на стадии печати;
- Главный двигатель линии защищен от случайного пуска, станок не может быть запущен, если главный двигатель не находится в зацеплении; если основной двигатель находится в работающем состоянии, нажатие кнопки пуска узла невозможно.
6. Системы удаления пыли
- Для повышения качества печати пыль с поверхности заготовки удаляется щеткой для очистки;
- Частички пыли с заготовки втягиваются верхним всасывающим вентилятором, что обеспечивает дополнительную очистку поверхности.
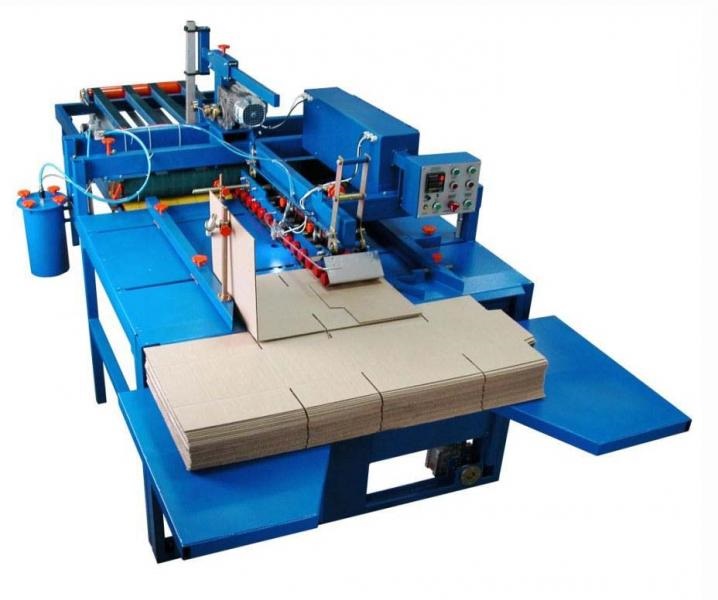
.jpeg "Линии для производства гофрокартона")






")

.jpg)



.jpg)